當前位置:鄭州博億開源自動化設備有限公司 > 新聞動態 > 正文
打殼氣缸的結構特點(二)
文章出處:鄭州博億開源發表時間:2016-11-23
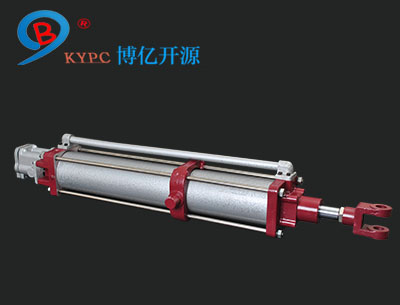
打殼氣缸主要是在每次電解槽下料時打破表層結殼,保證氧化鋁原料順利進入電解槽。工作氣體壓力約為6Bar,工作環境粉塵污染大,輻射溫度高,打殼氣缸的控制回路采用氣動控制形式。原有的打殼氣缸控制回路是將二位五通氣控閥(打殼氣缸換向閥)改型后安裝在打殼缸的后端,形成帶閥缸,這樣減少了由于管路及接頭的布置過多而造成的泄漏點。這種方式是以基礎的氣控回路來控制打殼氣缸的動作。由于鋁廠使用的打殼氣缸數量較多,這種方式對節能降耗有一定的作用。
打殼氣缸的密封件采用耐高溫,耐磨損的進口橡膠材料生產,活塞桿處安裝具有自潤滑功能的導向及支撐裝置,耐磨損、耐高溫。氣缸尾端裝有緩沖室,工作時無沖擊,緩沖可調。控制閥采用專對鋁行業設計制造的而高溫防磁大通徑座式氣控閥,具有流量大、抗污染、環境適應性強、性能可靠等特點。氣閥控制口不通氣時,活塞桿縮入,端部自鎖,控制口通氣后自鎖解除,從而有效防止打殼頭在停電、停氣時浸入電解槽內,使用安全可靠。活塞桿經過鍍鉻處理,防腐蝕性能強。